
با جوشکاری CO₂ آشنا شوید؛ روش پُربازده در پروژههای فولادی

جوشکاری CO₂؛ اتصال مؤثر قطعات آهنی با فناوری روز
جوشکاری CO₂ یا همان جوشکاری با گاز محافظ دیاکسید کربن، یکی از رایجترین و پرکاربردترین روشها برای اتصال فلزات بهویژه فولاد کربنی در صنعت آهنآلات است. این روش در پروژههای ساختوساز، تولید ماشینآلات، صنایع ساختمانی و بسیاری از فرآیندهای فلزی روزمره مورد استفاده قرار میگیرد. در این مقاله از بلاگ آهن یک دو سه، با نگاهی جامع به مزایا، معایب، کاربردها، نکات ایمنی، مقایسه با سایر روشها و تأثیر این روش بر کیفیت اتصالات آهنی میپردازیم.

ساختار گاز محافظ در جوشکاری CO₂
بر خلاف جوشکاری TIG یا MIG که بیشتر از آرگون خالص استفاده میشود، در جوشکاری CO₂، گاز دیاکسید کربن خالص یا ترکیبی از CO₂ با آرگون برای محافظت از حوضچه مذاب کاربرد دارد. این گاز با جلوگیری از اکسید شدن فلز، کیفیت جوش را بالا میبرد. از سوی دیگر، پاشش جوش در گاز CO₂ بیشتر است اما هزینه کمتری دارد.
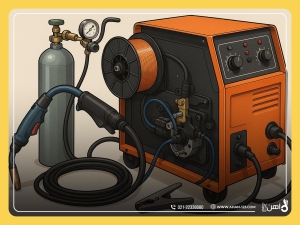
ساختار و اجزای دستگاه جوش CO₂
یک سیستم جوشکاری CO₂ شامل موارد زیر است:
منبع تغذیه (Power Supply): تأمینکننده جریان مستقیم یا ضربانی
مخزن گاز CO₂ یا مخلوطی از گازهای محافظ
فیدر سیم (Wire Feeder): برای هدایت سیم جوش به محل اتصال
تورچ (Torch): نازل خروجی سیم و گاز
سیم جوش (Welding Wire): معمولا فولاد کربنی با روکشی مسی
بررسی اقتصادی جوشکاری CO₂ در پروژههای ساختوساز
یکی از عوامل انتخاب جوشکاری CO₂ در پروژههای ساختمانی، هزینه کمتر آن نسبت به روشهای مشابه است. هزینه گاز CO₂ بهمراتب کمتر از آرگون یا هلیوم است و سرعت بالای عملیات، باعث صرفهجویی در زمان اجرای پروژه میشود.
در پروژههایی که از مقادیر بالای تیرآهن، میلگرد، ورق و پروفیل استفاده میشود، این روش یک گزینه اقتصادی و کاربردی است. خرید این محصولات از شرکتهایی مانند آهن یک دو سه که محصولات را با کیفیت و قیمت مناسب ارائه میدهند، هزینه تمامشده پروژه را بهصورت چشمگیری کاهش میدهد.
نقش جوشکاری CO₂ در پروژههای زیربنایی کشور
در ساخت اسکلت فلزی ساختمانها، پلها، تونلها و سازههای صنعتی، جوشکاری CO₂ یکی از روشهای مرسوم اتصال قطعات است. در این پروژهها، تیرآهنهای IPE، H و ناودانیهای سنگین باید با دقت جوش داده شوند تا پایداری سازه حفظ شود.
کاربرد گسترده این نوع جوشکاری در پروژههای زیربنایی همچون:
ساخت برجهای بلند فولادی
احداث سولههای صنعتی
ساخت اسکله و اسکلت پلهای فلزی
نشان از اعتماد مهندسان به این فناوری دارد.
جوشکاری CO₂ و تأثیر آن بر انواع آهنآلات
در جدول زیر، تأثیر جوشکاری CO₂ روی برخی از محصولات آهنی بررسی شده است:
| نوع محصول آهنی | قابلیت جوشکاری CO₂ | نکات فنی مهم |
|---|---|---|
| میلگرد A3 و A4 | بالا | نیاز به پیشگرم در قطرهای بالا |
| ورق سیاه ST37 | بسیار بالا | مناسب برای جوشهای پیوسته |
| تیرآهن IPE و IPB | متوسط تا بالا | بسته به ضخامت نیاز به ولتاژ بالا دارد |
| پروفیل قوطی سنگین | بالا | ایدهآل برای اتصالهای قاب |
آینده جوشکاری CO₂ در صنعت آهن و فولاد
با پیشرفت فناوری، دستگاههای جوش CO₂ نیز بهروز شدهاند. استفاده از سیستمهای اینورتر، تورچهای خنکشونده با آب، کنترل دقیق جریان گاز و حتی هوش مصنوعی برای کنترل کیفیت، نشان میدهد که آینده جوشکاری CO₂ در صنایع سنگین بسیار روشن است.
شرکتهایی که از تجهیزات پیشرفته بهره میبرند، در اجرای پروژههای عظیم مانند ساخت کارخانههای صنعتی یا پروژههای نیروگاهی، موفقتر عمل میکنند.
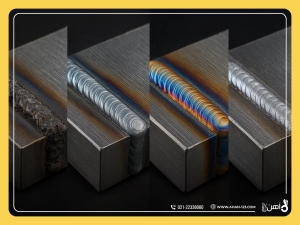
تأثیر جوشکاری CO₂ بر کیفیت نهایی سازه
جوشکاری CO₂ در صورتی که بهدرستی انجام شود، میتواند اتصالاتی مقاوم، یکنواخت و طولعمر بالا ایجاد کند. اما اگر پارامترهایی مانند جریان، سرعت سیم، فاصله نوک تورچ و فشار گاز بهدرستی تنظیم نشود، باعث ایجاد:
حفره در محل جوش
سوختگی قطعه
عدم نفوذ کافی
ظاهر نامناسب جوش
خواهد شد.
تفاوت جوشکاری CO₂ با روش MIG
| ویژگی | جوشکاری CO₂ | جوشکاری MIG (آرگون) |
|---|---|---|
| هزینه گاز | پایین | بالا |
| پاشش جوش | زیاد | کم |
| کیفیت ظاهری | متوسط | بسیار خوب |
| مناسب برای فلزات رنگین | خیر | بله |
| سرعت جوشکاری | بالا | بالا |
کاربردهای کمتر شناختهشده جوشکاری CO₂
جوشکاری CO₂ تنها در صنایع سنگین استفاده نمیشود. بلکه:
در تولید مبلمان فلزی
ساخت نرده و دربهای آهنی
ساخت گلخانههای فلزی
اتصالات تجهیزات کشاورزی
نیز کاربرد دارد. استفاده از قوطی، نبشی و تسمه در این پروژهها رایج است که همگی از محصولات قابل خرید در آهن یک دو سه هستند.
استانداردهای بینالمللی در جوشکاری CO₂
برای تضمین کیفیت جوش و ایمنی سازههای فلزی، رعایت استانداردهای بینالمللی در جوشکاری CO₂ ضروری است. برخی از این استانداردها عبارتند از:
ISO 4063: طبقهبندی فرآیندهای جوشکاری
EN 287 / ISO 9606: صلاحیت اپراتورهای جوش
AWS D1.1: مقررات جوشکاری سازههای فولادی
ASME Section IX: مناسب برای صنایع فشار بالا و پتروشیمی
استفاده از این استانداردها در پروژههایی که از محصولات فلزی مانند تیرآهن، میلگرد، نبشی و ناودانی بهره میبرند، تضمینکنندهی ایمنی و دوام سازه است. شرکتهایی مانند آهن یک دو سه با ارائه محصولات دارای گواهی استاندارد، نقش مهمی در این مسیر ایفا میکنند.
چالشهای اجرایی در جوشکاری CO₂
هرچند جوشکاری CO₂ مزایای زیادی دارد، اما در زمان اجرا چالشهایی نیز به همراه دارد که شامل موارد زیر است:
پاشش بالا (Spatter): در صورت عدم تنظیم دقیق پارامترها، پاشش جوش زیاد شده و ظاهر نهایی اتصال آسیب میبیند.
حساسیت به آلودگی سطحی: روغن، زنگزدگی یا رنگ موجود بر سطح قطعات باعث ایجاد عیوبی مانند تخلخل و جوش سرد میشود.
استفاده در فضای باز: وزش باد باعث تداخل در گاز محافظ شده و کیفیت جوش را کاهش میدهد.
ساییدگی زیاد نازل تورچ: بهدلیل گرمای بالا و پاشش، قطعات مصرفی دستگاه جوش سریعتر مستهلک میشوند.
مشاهده قیمت تیرآهن 18 یزد در سایت آهن یک دو سه.
آموزش و مهارت مورد نیاز برای اپراتورهای CO₂
جوشکاری CO₂ نیازمند آموزش تخصصی در بخشهای زیر است:
تنظیم دقیق ولتاژ و آمپر بر اساس ضخامت قطعه
انتخاب سیم جوش مناسب (ER70S-6 یا معادل آن)
تنظیم نرخ خروج گاز (بین 12 تا 20 لیتر در دقیقه)
شناخت حوضچه مذاب و کنترل جهت حرکت تورچ
اپراتورهای ماهر معمولاً در کارخانههای تولید قطعات صنعتی، سولهسازی، یا در تیمهای نصب اسکلت فلزی فعال هستند و باید با انواع آهنآلات آشنایی کامل داشته باشند.
تحلیل هزینه و بازدهی جوشکاری CO₂ در پروژههای صنعتی
در مقایسه با جوشکاری الکترود دستی یا TIG، جوشکاری CO₂ مزایای اقتصادی بیشتری دارد:
| فاکتور | جوشکاری CO₂ | جوشکاری دستی | جوشکاری TIG |
|---|---|---|---|
| سرعت اتصال | بالا | متوسط | پایین |
| هزینه گاز مصرفی | پایین | ندارد | بالا |
| مهارت مورد نیاز | متوسط | پایین | بالا |
| مناسب پروژههای انبوه | ✔️ | ❌ | ❌ |
مشاهده قیمت روز پروفیل در سایت آهن یک دو سه.
بررسی تأثیر نوع سیم جوش بر کیفیت اتصال
در جوشکاری CO₂، انتخاب سیم جوش مناسب عامل بسیار تعیینکنندهای در کیفیت نهایی است. بهعنوان مثال:
سیم جوش ER70S-6: مناسب برای جوشکاری فولادهای کمکربن؛ کاربردی در ورقهای ST37
سیم جوش پرسیلیکون: مناسب برای اتصالاتی که نیاز به نفوذ عمیق دارند، مانند اسکلت فلزی سنگین
سیم جوش Flux-Cored (با فلاکس داخلی): مناسب برای جوشکاری در فضای باز و مقاومت بیشتر در برابر باد
ایمنی در جوشکاری CO₂
رعایت نکات ایمنی در جوشکاری CO₂ الزامی است. مواردی که حتماً باید در کارگاه رعایت شود:
استفاده از ماسک جوشکاری با شیشه تیره شماره 10 یا بالاتر
تهویه مناسب محیط برای جلوگیری از تجمع گاز CO₂
پوشیدن دستکش، روپوش نسوز و کفش ایمنی
بررسی نازل و کابلها پیش از شروع کار
چرا جوشکاری CO₂ انتخاب اول صنعت فلز است؟
جوشکاری CO₂ به عنوان روشی قابل اعتماد، سریع و مقرونبهصرفه در اتصال انواع محصولات فلزی مانند میلگرد، ورق، پروفیل و تیرآهن، جایگاه ویژهای در صنعت دارد. موفقیت این روش به عوامل زیر بستگی دارد:
استفاده از مواد اولیه باکیفیت از منابعی مثل آهن یک دو سه
انتخاب صحیح تجهیزات جوش و گاز محافظ
مهارت اپراتور و رعایت استانداردهای ایمنی
برای ثبت سفارش و مشاوره در خرید آهنآلات مناسب برای جوشکاری CO₂، میتوانید از خدمات حرفهای و پشتیبانی ۲۴ ساعته تیم فروش آهن یک دو سه بهرهمند شوید.




